The Art And Science Of Textile Quality Testing: A Comprehensive Guide
Feb 01, 2024 | Tanya Sachdeva





 The textile industry, a vibrant blend of tradition and innovation, stands at the crossroads of artistry and scientific rigour. In this domain, textile quality testing emerges as a pivotal aspect, one that upholds the integrity and sustainability of fabrics in a global context.
This testing is not merely a procedural step; it represents a crucial juncture where the aesthetic essence of textiles meets the stringent demands of quality and durability
The textile industry, a vibrant blend of tradition and innovation, stands at the crossroads of artistry and scientific rigour. In this domain, textile quality testing emerges as a pivotal aspect, one that upholds the integrity and sustainability of fabrics in a global context.
This testing is not merely a procedural step; it represents a crucial juncture where the aesthetic essence of textiles meets the stringent demands of quality and durability .
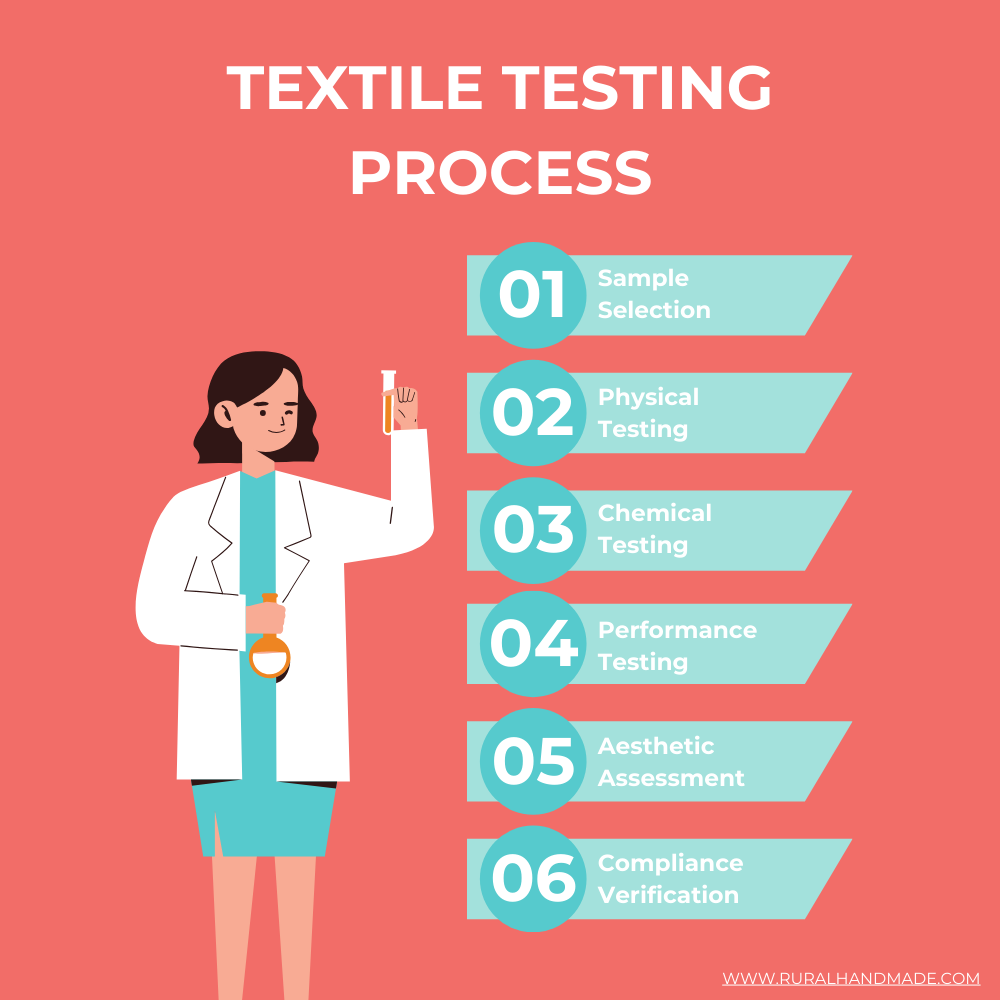
THE SIX STEP PROCESS FOR TEXTILE QUALITY TESTING:
1. Sample Selection: Choosing representative samples of the textile for testing. This step ensures that the tests reflect the overall quality of the batch or production run.
2. Physical Testing: Assessing physical attributes like strength, elasticity, and thickness. This stage determines the durability and suitability of the fabric for specific applications.
3. Chemical Testing: Evaluating the fabric’s reaction to chemicals. This includes testing for colorfastness, resistance to substances like bleach or detergents, and verifying the absence of harmful chemicals.
4. Performance Testing: Analysing how the fabric behaves under various conditions, such as wear and tear, exposure to sunlight, and different laundering methods. This step ensures the fabric maintains its quality over time.
5. Aesthetic Assessment: Checking the visual and tactile aspects of the textile. This involves evaluating the colour, pattern, texture, and overall look and feel of the fabric to ensure it meets design specifications.
6. Compliance Verification: Ensuring the textile meets all relevant industry standards and regulations, which may vary by market. This step includes verifying labels, safety standards, and environmental impact.
Quality testing in textiles goes beyond assessing the mere appearance of the fabric. It involves a comprehensive examination of various attributes such as strength, colorfastness, shrinkage, and resistance to wear and tear. These parameters are essential in ensuring that the textiles not only appeal aesthetically but also stand the test of time and usage. In an industry that caters to diverse global markets with varying standards and expectations, the role of quality testing becomes even more pronounced.
Balancing artistry with scientific rigour in textile quality testing is akin to maintaining a delicate equilibrium. On one hand, there is the artistry inherent in the design and creation of textiles, a craft often rooted in centuries-old traditions and cultural expressions. These artistic aspects imbue textiles with a unique identity, telling stories through patterns, weaves, and colours. On the other hand, scientific rigour is essential in standardising quality parameters, ensuring consistency, and meeting international standards. This scientific approach involves advanced techniques and technologies to analyse and ensure the physical and chemical properties of textiles.
In a market increasingly driven by sustainability and ethical considerations, textile quality testing also plays a critical role in verifying the eco-friendly nature of products. This involves testing for harmful substances, assessing environmental impact, and ensuring adherence to sustainable practices. As the industry evolves, the integration of artistry and scientific rigour in textile quality testing will continue to be a cornerstone in the creation of textiles that are not only aesthetically pleasing but also durable, safe, and sustainable.
In this comprehensive guide, we will delve deeper into the nuances of textile quality testing, exploring various aspects and techniques involved in this critical process. From understanding the different types of tests to examining the role of technology and innovation in quality assurance, we aim to provide a holistic view of how the textile industry maintains its commitment to excellence and sustainability through the art and science of quality testing.
The Basics of Textile Quality Testing
Definition and Role in Product Quality:
Textile quality testing is a critical procedure within the textile industry, focused on evaluating various attributes of fabric and garments to ensure they meet specific standards of quality, safety, and performance. This process is indispensable in maintaining the integrity and reliability of textile products. It involves a series of tests and inspections throughout the production cycle, from raw materials to finished products, safeguarding against defects and non-compliance with industry and market standards.
The role of textile quality testing is multifaceted. It ensures that textile products are safe for consumers, meet legal compliance, satisfy customer expectations, and maintain the brand's reputation for quality. This testing process helps identify and rectify problems in the production line, thus preventing costly recalls and maintaining customer trust.
Key Parameters in Textile Testing:
1. Strength: This is one of the foremost attributes tested in textiles. It involves assessing the tensile strength of the fabric, which is the maximum stress it can withstand before breaking. This test is crucial for understanding how well a textile will perform under stress and strain during regular use.
2. Durability: Durability testing evaluates how well a textile can withstand wear and tear over time. This includes tests for abrasion resistance, pilling resistance (formation of small fabric balls), and overall resilience of the fabric against physical stressors.
3. Colorfastness: This parameter measures how resistant the colors of a textile are to fading or running when subjected to various conditions like washing, exposure to light, rubbing, and perspiration. Colorfastness is essential for ensuring that the product maintains its appearance over time.
4. Dimensional Stability: This involves testing the fabric's ability to maintain its shape, especially after laundering. It includes shrinkage tests to ensure the fabric stability doesn’t significantly contract or expand after washing.
5. Flammability: Textiles, especially those used in clothing and home furnishings, are tested for their reaction to fire. Flammability tests assess how quickly a fabric ignites, how rapidly the flame spreads, and how it extinguishes.
6. Chemical Testing: This is increasingly important, particularly in the context of environmental and consumer safety. It involves testing for harmful substances, pH levels, and other chemical properties that might be hazardous.

7. Comfort Factors: For certain textiles, like those used in apparel, tests for breathability, moisture management, and skin sensitivities are also conducted to ensure consumer comfort.
Textile quality testing is a comprehensive approach that combines several tests to assess the overall quality of textile products. It not only focuses on the physical and chemical properties of the textiles but also considers aspects related to safety, durability, environmental impact, and consumer satisfaction. Each parameter plays a crucial role in defining the quality and suitability of a textile product for its intended use. This process not only safeguards the consumer but also enhances the value and reputation of the brand in the competitive global market.
The Art of Textile Quality Testing: Aesthetic Evaluation
The Role of Subjective Aesthetic Evaluation in Textile Quality
Textile quality testing is not just a science; it's also an art. Beyond the measurable parameters like strength and durability, the aesthetic evaluation of textiles plays a crucial role in determining quality. This subjective aspect of textile assessment is about how the fabric appeals to the senses, particularly sight and touch. It's about the emotional and aesthetic response it evokes in the observer or user, which is as important as its physical properties.
The aesthetic quality of textiles encompasses a range of characteristics including colour, texture, pattern, and overall appearance. It's a critical factor in consumer decision-making and has a direct impact on market success. A fabric that meets all technical quality standards but fails to appeal aesthetically will not succeed in the highly competitive textile market.
How Texture, Color, and Appearance Contribute to Artistic Assessment
1. Texture: The texture of a fabric contributes significantly to its aesthetic appeal. It can be smooth, rough, soft, crisp, or anything in between. The tactile experience of a fabric is a key component of its overall aesthetic and can influence perceptions of quality and luxury. Textures also play a role in functionality, as they can affect the drape and movement of a garment.
2. Colour: Colour is perhaps the most immediate and impactful aspect of a textile's aesthetic. It's the first thing noticed and can elicit strong emotional responses. The richness, depth, and consistency of colour, as well as its resistance to fading, are crucial aspects of quality assessment. Colour trends also influence the marketability of textiles, making colorfastness a key parameter in quality testing.
3. Appearance: Overall appearance encompasses the visual aspects of the textile, including colour and texture, but also factors like lustre, pattern, and clarity. It's about how all these elements come together to create an appealing product. The appearance of a textile can convey quality, luxury, comfort, or functionality, influencing both the perceived and actual value of the product.
In the art of textile quality testing, the subjective assessment of aesthetic qualities is as important as the objective measurement of physical and chemical properties. This aspect of testing requires a nuanced understanding of fashion and design trends, consumer preferences, and cultural influences. It's where the technical expertise of textile science meets the creativity and intuition of design, forming a crucial part of the industry's commitment to producing textiles that are not only durable and safe but also beautiful and desirable.
The integration of aesthetic evaluation in textile quality testing highlights the industry's recognition that textiles are not just functional items but are also an expression of personal style and cultural identity. This balance between the artistic and scientific aspects of textile assessment is what makes the textile industry dynamic and continually evolving.
Design and Pattern Analysis in Textile Quality Testing
Contribution to Aesthetic Appeal
Design and pattern analysis in textiles plays a pivotal role in defining the aesthetic appeal of the fabric. This aspect of textile quality testing is particularly crucial in fashion and home decor, where visual impact is paramount. The design encompasses the overall layout, motifs, and artistic elements of the textile, while the pattern refers to the repetitive arrangement of these elements across the fabric. Together, they contribute significantly to the visual storytelling of the textile, evoking emotions and conveying style.
The appeal of design and pattern in textiles lies in their ability to create a sense of harmony, balance, and rhythm. A well-executed design can transform an ordinary piece of fabric into a work of art, making it stand out in a competitive market. The colour combinations, symmetry, scale, and repetition of patterns are all evaluated to ensure they meet the desired aesthetic standards and cater to the target audience's preferences.
Importance of Maintaining Design Integrity Through Testing
Maintaining design integrity through testing is vital for several reasons. Firstly, it ensures that the design envisioned by the textile designer is accurately translated into the final product. This includes making sure that the patterns are correctly aligned, the colours are accurately reproduced, and the design details are crisp and clear.
Testing for design integrity also involves ensuring that the design and pattern remain consistent and intact through various stages of use and care. This includes tests for colorfastness, wash durability, and resistance to wear and tear. For example, a floral pattern on a dress should maintain its vibrancy and sharpness even after multiple washes, and a geometric pattern on upholstery fabric should not distort with use.
In the context of global markets, design and pattern testing also involves ensuring cultural appropriateness and sensitivity. Patterns and designs can carry cultural significance, and it's important that these are respected and appropriately represented in textiles marketed globally.
All in all, design and pattern analysis is not only about the initial visual appeal but also about ensuring the longevity and integrity of these elements throughout the lifecycle of the textile product. This process underscores the textile industry's commitment to delivering products that are not just functionally superior but also aesthetically enriching.
The Science of Textile Quality Testing: Strength and Durability Testing
Scientific Methods for Testing Strength and Durability
The testing of strength and durability in textiles is a crucial aspect of quality assurance, grounded in rigorous scientific methods. These tests are designed to assess how well a fabric can withstand physical stresses and environmental conditions over time, which is vital for both consumer safety and product longevity.
1. Tensile Strength Testing: This is a fundamental test where the fabric is subjected to a pulling force until it breaks. The test measures the maximum strength of the textile and the elongation at the point of breakage. Instruments like tensile testing machines are used to perform these tests.
2. Abrasion Resistance Testing: Here, the fabric's ability to withstand surface wear from rubbing is evaluated. Common methods include the Martindale test, where a disc moves in a Lissajous figure pattern against the fabric, and the Taber Abrasion Test, which uses rotating discs and abrasive wheels.
3. Tear Strength Testing: This method assesses how well a fabric can resist tearing. It’s particularly important for items like industrial workwear. The test involves making a small cut in the fabric, which is then pulled apart, measuring the force required to continue the tear.
4. Bursting Strength Testing: This test measures the fabric's ability to resist rupture when subjected to multidirectional force, simulating the pressures exerted on fabrics during regular use.
Impact of Fibre Type and Weave on Strength
1. Fibre Type: Different fibres have varying levels of strength. For instance, synthetic fibres like nylon and polyester are known for their high tensile strength, while natural fibres like cotton and wool offer different degrees of strength. The molecular structure, polymer orientation, and degree of polymerization of the fibres contribute to their overall strength.
2. Weave Structure: The way in which fibres are interlaced in the fabric also plays a crucial role. For example, plain weaves, while simple, provide good strength and durability. Twill weaves, with their diagonal patterns, offer even higher strength and drape. The tightness of the weave and the yarn count also factor into the fabric’s overall strength and durability.
The scientific approach to testing the strength and durability of textiles involves a combination of specialised tests and a deep understanding of material properties. This thorough analysis ensures that the fabrics used in various applications are fit for purpose, safe, and long-lasting. The interplay of fibre type, weave structure, and external forces form the foundation of these assessments, making them essential in the textile industry’s pursuit of quality and reliability.
Chemical Analysis in Textile Quality Testing
Role in Assessing Textile Quality
Chemical analysis in textiles plays a vital role in ensuring the quality, safety, and compliance of fabric products. This type of analysis is focused on identifying and quantifying the chemical components present in textiles. It's crucial for several reasons:
1. Safety and Health Compliance: Ensuring textiles are free from harmful chemicals is essential for consumer safety. Chemical analysis detects the presence of substances like formaldehyde, heavy metals, and azo dyes, which can be harmful to health.
2. Environmental Impact: It assesses the environmental footprint of textiles, checking for chemicals that could be harmful to the environment. This is particularly important for brands committed to sustainable and eco-friendly practices.
3. Quality Control: Chemical properties of textiles, such as pH levels and the presence of certain chemicals, can affect the feel, appearance, and durability of the fabric.
Tests for Colorfastness, Resistance to Chemicals, and Flame Retardancy
1. Colorfastness Testing: This test evaluates how well a textile retains its colour when exposed to certain conditions such as light, washing, and perspiration. It's crucial for maintaining the aesthetic appeal of the fabric over time.
2. Resistance to Chemicals: Chemical resistance testing is important for textiles used in certain environments, like industrial workwear or outdoor clothing. It assesses how well the fabric can withstand exposure to various chemicals without degrading.
3. Flame Retardancy Testing: Flame retardancy tests are essential for fabrics used in upholstery, draperies, and certain types of apparel. These tests determine how a fabric reacts to fire, including how quickly it ignites and the rate at which the flame spreads.
Performance Testing:
Chemical analysis is an indispensable part of the textile industry's quality control process, balancing consumer safety with the functional and aesthetic qualities of the fabric.
Evaluating performance characteristics like moisture-wicking and breathability in textiles involves sophisticated scientific methods that significantly contribute to the functionality of these materials.
1. Moisture-Wicking Testing: This involves assessing how effectively a textile can transport moisture away from the body. Traditional methods include vertical wicking tests, which measure the ability of a textile to transport liquid moisture vertically through a specimen. However, these traditional methods have limitations, such as difficulty in observing the wet edge on dark fabrics and variability in water dispensing rates. Advanced systems like James Heal's WickView have been developed to overcome these limitations, providing more precise and comprehensive data on wicking capabilities.
2. Breathability Testing: Breathability is crucial for comfort, especially in activewear and outdoor textiles. It's typically measured by assessing how well a fabric can transfer moisture vapour from the inside to the outside. Advanced imaging technology in modern testing methods enhances the accuracy of these assessments by capturing detailed data on moisture movement and behaviour patterns.
These tests not only ensure that textiles meet specific performance criteria but also enhance their practical application in various environments, making them crucial for the development of high-performance textiles. For more detailed insights into these testing methods, you can refer to resources provided by experts like James Heal.
Advanced Techniques in Textile Quality Testing
Cutting-Edge Technologies and Techniques
The textile industry has seen significant advancements in testing technologies, making use of cutting-edge tools and techniques. These include:
1. 3D Body Scanning: Used in garment fitting and sizing, this technology creates accurate 3D models of the human body, allowing for precise measurement and analysis.
2. Digital Fabric Printing Technology: Offers high precision in color and pattern reproduction, crucial for design and pattern analysis.
3. Nanotechnology: Used for enhancing textile properties such as stain resistance, durability, and water repellency.
4. Spectrophotometry: For accurate colour measurement and analysis, ensuring consistency and quality in dyeing processes.
5. Thermal Regulation Testing: Advanced methods to test fabrics' ability to regulate temperature, important for activewear and outdoor clothing.
Role of Automation and Artificial Intelligence
Automation and AI are revolutionising textile quality testing by increasing precision and efficiency. They allow for:
1. Automated Data Analysis: AI algorithms can quickly analyse vast amounts of data from tests, identifying patterns and anomalies more efficiently than manual methods.
2. Predictive Quality Control: AI can predict potential quality issues before they arise, enabling proactive measures.
3. Enhanced Accuracy: Automation reduces human error in repetitive tasks, leading to more consistent and reliable testing results.
4. Efficiency and Speed: Automated systems speed up the testing process, allowing for quicker turnaround times and higher throughput.
The integration of advanced technologies, automation, and AI is making textile quality testing more precise, efficient, and in line with the modern demands of the textile industry. These innovations not only improve the quality of textiles but also streamline the production process and open new possibilities in textile applications.
The Integration of Art and Science in Textile Quality Testing
Holistic Approach: Blending Artistic Evaluation with Scientific Testing
In the realm of textile quality testing, the integration of art and science is fundamental. This holistic approach combines the subjective evaluation of aesthetics – the look, feel, and design of the textile – with objective, scientific testing of physical and chemical properties. This fusion ensures that textiles not only meet the functional requirements but also resonate on an emotional and aesthetic level with consumers.
Successful Integration in Textile Products
1. Performance Wear: A prime example of this blend is seen in high-performance athletic wear. Here, scientific testing ensures the material's functionality – like moisture-wicking, durability, and breathability – while artistic elements are evident in the design, colour, and overall appeal, catering to fashion-conscious consumers.
2. Eco-Friendly Fabrics: Sustainable textiles combine scientific innovation, such as using recycled materials and organic fibres, with artistic designs to create environmentally friendly yet stylish products.
3. Luxury Fabrics: The luxury textile sector exemplifies this integration beautifully. Fine materials like silk or cashmere undergo rigorous quality testing for aspects like tensile strength and colorfastness, while the artistic aspect is paramount in creating luxurious, visually appealing, and tactilely pleasing products.
Challenges in Textile Quality Testing
1. Material Diversity and Inconsistency: The vast array of textile materials, from natural fibres like cotton and silk to synthetic ones like polyester, presents a significant challenge in maintaining consistency in quality testing. Each type of fibre behaves differently under various tests, such as strength, colorfastness, and shrinkage.
2. Adapting to Rapid Fashion Cycles: The fast-paced nature of fashion trends means that manufacturers and brands like Rural Handmade need to rapidly adapt their testing methods for new fabrics and styles. This often requires quick validation of new testing protocols to ensure quality in a time-sensitive market.

3. Compliance with Diverse Global Standards: Manufacturers must navigate the complex landscape of international standards and regulations. This challenge is heightened for businesses like Rural Handmade that operate in multiple markets, each with its unique set of standards for quality, safety, and environmental impact.
4. Sustainability and Eco-Friendliness: As the industry shifts towards more sustainable practices, testing for environmental impact becomes crucial. This includes assessing the use of organic materials, the carbon footprint of production processes, and the biodegradability of textiles.
5. Technological Advancements and Integration: Keeping up with the latest advancements in textile testing technologies and integrating these into existing systems can be resource-intensive. Small businesses often struggle with the investment required for state-of-the-art equipment and training.

Practical Solutions and Applications
1. Standardisation and Quality Control Protocols: Implementing strict quality control protocols and standardisation can help manage the variability of materials. For example, brands can adopt universally recognized testing standards to ensure consistency.
2. Flexible and Advanced Testing Equipment: Investing in versatile and advanced testing equipment enables manufacturers to efficiently adapt to new materials and designs. For instance, spectrophotometers for accurate colour measurement and tensile testing machines for assessing fabric strength.
3. Ongoing Training and Workforce Development: Regular training programs ensure that staff are well-versed in the latest testing techniques and international standards. This is particularly important for companies which deal with a diverse range of handmade products.
4. Sustainability-focused Testing Practices: Integrating specific sustainability tests, such as measuring the use of water and energy during production or testing for harmful chemicals, can help in aligning with eco-friendly practices.
5. Collaboration with Research Institutions and Industry Groups: Engaging in partnerships with research institutions and industry groups can provide access to cutting-edge testing methodologies and insights into upcoming trends and challenges.
By addressing these challenges through a combination of standardisation, advanced equipment, ongoing training, a focus on sustainability, and industry collaboration, textile manufacturers and brands can enhance the quality and sustainability of their products.
How to overcome these challenges:
1. Embracing Global Standards: One common approach is adhering to established standards like those from ASTM International and the American Association of Textile Chemists and Colorists (AATCC). These universal test methods provide consistency in the supply chain and help meet safety and quality demands for brands and consumers.
2. Investing in Advanced Testing Instruments: Companies are utilising sophisticated instruments like James Heal’s AirPro air permeability tester and HydroView hydrostatic head tester, or Textest’s air permeability testers. These tools offer advanced features like the TestWise software for simplified operation, quick-change test heads, and innovative safety features, enhancing testing efficiency and accuracy.
3. Collaborating for Standard Development: Manufacturers often work with standards bodies to develop test methods for new materials and capabilities. This collaboration is essential for keeping pace with textile innovations and ensuring relevant and effective testing standards.
4. Utilising Third-Party Testing Services: Brands and manufacturers may also rely on third-party testing firms for independent evaluation. These services offer a wide range of tests to ensure compliance with various regional and international regulations and standards.
5. Adopting Digital Color Measurement Tools: For colour measurement, tools like X-Rite’s spectrophotometers and Datacolor's benchtop spectrophotometers are used for efficient and uniform colour assessments, which are critical for quality control in textiles.
6. Comprehensive Laboratory Testing: Companies like QIMA provide a broad range of laboratory tests for textiles, including mechanical testing and general lab tests for safety and regulatory compliance, thus assisting manufacturers in navigating the complex landscape of global standards.
These approaches not only streamline the testing process but also ensure that products are compliant with global standards, thereby building consumer trust and confidence.
Conclusion
The comprehensive guide on textile quality testing reveals a multifaceted and evolving landscape where the artistic and scientific aspects of textile production converge. Here's a detailed summary of the critical aspects covered:
1. Essentiality of Textile Quality Testing: Textile quality testing is paramount in ensuring that the final products meet essential criteria for strength, durability, colorfastness, and safety. These tests are not just about technical compliance; they also guarantee that the textile products are suitable for their intended use, be it in fashion, technical applications, or everyday wear.
2. Balancing Artistry with Scientific Precision: The textile industry is unique in its requirement for balancing aesthetic values with scientific rigour. Textile products must be appealing in terms of design, pattern, and colour, which necessitates a keen eye for artistic detail. Simultaneously, they must pass rigorous scientific tests to ensure functionality and durability, aspects critical for consumer satisfaction and safety.
3. Navigating Industry Challenges: The textile industry faces numerous challenges, such as adapting to rapid changes in fashion, complying with diverse global quality standards, and embracing sustainable practices. Advanced technological solutions and constant innovation are vital in overcoming these challenges. For instance, the use of AI and machine learning in quality control processes helps in predicting potential defects and enhances the precision of testing.
4. Innovations in Testing Techniques: The industry is witnessing a surge in the adoption of innovative testing methods such as 3D body scanning for fit analysis, digital fabric printing for design accuracy, and nanotechnology for enhancing fabric properties. These advancements not only improve the quality of textiles but also open new avenues for creative expression and functionality in textile products.
5. The Impact of Automation and AI: The integration of automation and artificial intelligence in textile testing signifies a shift towards more efficient, accurate, and less labour-intensive processes. These technologies facilitate quicker and more accurate testing, leading to better quality control and faster time-to-market for textile products.
6. Adhering to Global Standards and Collaboration: Global standards such as those set by ASTM International and the American Association of Textile Chemists and Colorists (AATCC) play a crucial role in maintaining consistency in quality testing across different regions. Collaboration with industry bodies and standard-setting organisations is key to staying abreast of the latest testing methods and compliance requirements.
7. Practical Application and Brand Examples: While specific brand examples are not extensively detailed in the guide, it's clear that brands focusing on sustainable and artisanal products, like Rural Handmade, benefit significantly from these advanced testing methods. These brands can leverage the precision and reliability of modern testing techniques to ensure their products meet both quality standards and the aesthetic expectations of their customers.
In conclusion, textile quality testing is an evolving field where the harmonisation of art and science is crucial. The successful integration of these two aspects is what will drive the textile industry forward, ensuring that products are not only functionally superior but also aesthetically pleasing and sustainable. As the industry continues to evolve, this blend of artistic sensibility and scientific accuracy will remain key to meeting the diverse and dynamic needs of consumers worldwide.
Additional Resources
For readers interested in delving deeper into the topic of textile quality testing, encompassing its scientific and artistic aspects, the following resources would be invaluable:
1. Books on Textile Testing and Quality Control
Textile Testing and Analysis" by Howard L. Needles. This book offers comprehensive coverage of textile testing principles, methods, and the interpretation of test results.
Quality Assurance for Textiles and Apparel" by Sara J. Kadolph. This book provides detailed insights into quality control processes in the textile industry, including both traditional and modern methods.
2. Research Papers and Scholarly Articles
Recent Advances in Textile Testing Technologies published in the Textile Research Journal. This paper discusses the latest developments in textile testing technologies and their implications for the industry.
Sustainability in Textile and Fashion Industry: New Approaches in Textile Testing available in the Journal of Cleaner Production. This article explores how sustainability is being integrated into textile testing methods.
3. Industry Reports and Case Studies
Global Textile Quality Control Standards Report by ASTM International. This report outlines various global standards for textile testing and their significance in ensuring quality.
Case Studies on Innovative Textile Testing Methods by the American Association of Textile Chemists and Colorists (AATCC). This collection of case studies provides real-world examples of how innovative testing methods are being applied in the textile industry.
4. Specialised Texts on Textile Art and Design
The Art of Textile Design by Mary Schoeser. This book is a comprehensive guide to the creative and artistic aspects of textile design.
Textile Design: Principles, Advances, and Applications edited by A. Briggs-Goode and K. Townsend. This text covers the blend of artistic and technical aspects in textile design.
These resources offer a well-rounded perspective on textile quality testing, covering both the technical and artistic angles. They provide valuable insights for professionals, academics, and enthusiasts interested in the complexities and nuances of textile quality assurance.
Recommended


